Available NOW!
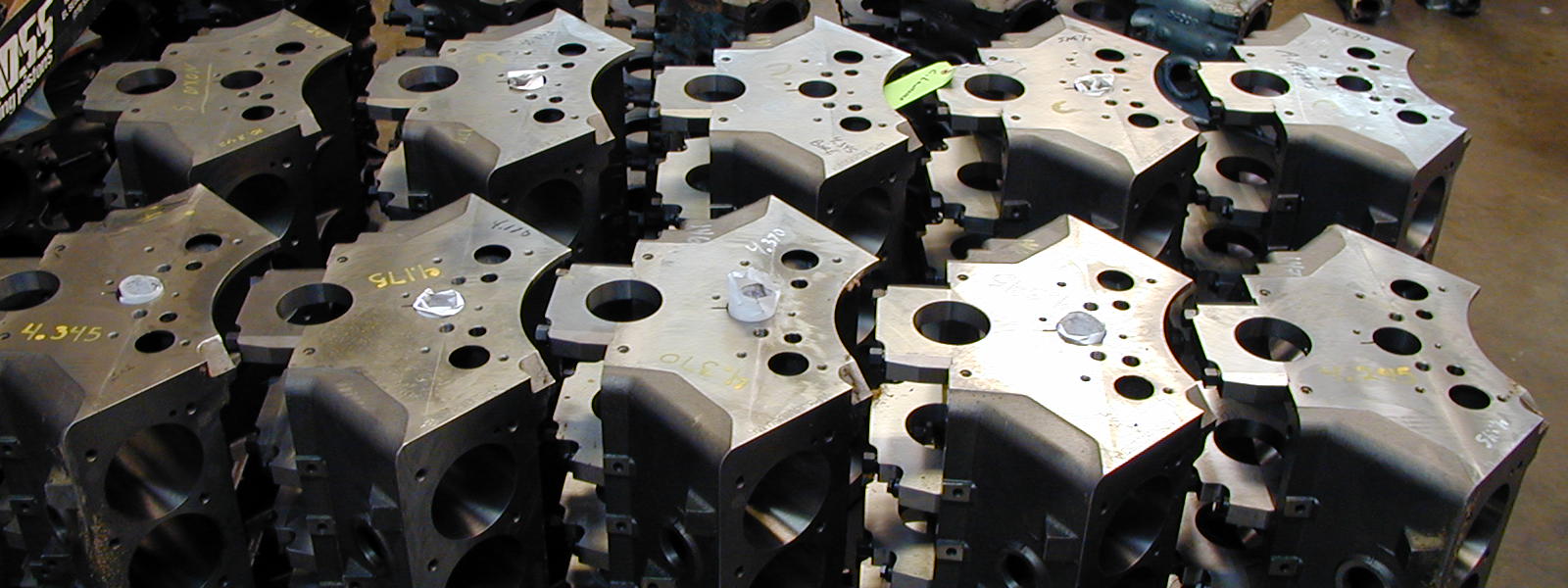
IA II Engine Blocks
"We've built more aftermarket blocks than anyone in the world"
Cast of high nickel content cast iron, this block features the following improvements over the original design:
Now featuring screw in freeze plugs and registered center main caps for added strength:
Click HERE for a video on the 541 cu. in engine we did for V8 TV's "Project Splitter"
* NEW 700 HP & 700 ft/lb. STREET Engine on PUMP GAS w/ this block *
Standard with every IA II block**
-
Siamese Cylinders: 4.170 to 4.400" bores with min. of .200 wall thickness @ 4.400 bore. This provides outstanding cylinder wall rigidity. No other block has this
-
All steel registered main caps: With splayed four bolt pattern on the three center mains which adds rigidity
-
Block cast: Allows clearance for 4.750 stroke crank.
-
Main webs: Strengthened to maximum width possible.
-
Cam tunnels: Reinforced.
-
Wider pan rails: Provides better oil pan gasket sealing and gasket retention.
-
Thicker deck surfaces: Provides added strength and aids in cylinder head sealing
-
Solid lifter galley: With drilled oil returns that prevents lifter bore breakage and adds strength
-
Improved oiling: Front main oil feed, which adds longevity and helps prevent front main bearing "starvation".
-
Bottom of the block: Is solid to the bend, above the pan rail, for added strength
-
IA II Blocks have Redesigned Block Cooling Passages: Improves cooling to all cylinders.
-
Provisions for external cooling: 1/2" NPT holes provided at rear of block. Gives you the option to dry deck the block.
-
Dual bell housing bolt patterns: For both Pontiac and "corporate" housings.
-
Lifter bores: Are deeper to allow the use of standard type "corporate" lifters.
-
Bottoms of cylinders: Are notched to clear strokes up to 4.75". A 5.0" stroke is possible with some grinding.
-
Head bolt bosses: Are tied to cylinder walls and the exterior block walls are thicker for added strength.
-
Oil filter passages: Are threaded for easy remote filter mounting. Oil pump passages have corner plugs at 90 degree turns to reduce flow restriction. (Plugs are included with kit.)
-
Threaded front external oil passage: for lubricating superchargers or turbo's. The IA II Block uses standard Pontiac 5 bolt Motor mount pattern.
-
Standard deck height: IA II Blocks are available with 3" or 3 1/4' ' mains .
-
Threaded freeze plug holes: For safety and wall rigidity. (Freeze plugs are provided with block.) This lessens the chance of the engine blowing out a freeze plug.
-
* Drilling is required to match your heads water holes. Estimated drilling time; 10 minutes.
There is no longer a material alloy surcharge!
Our IA II blocks are machined buy one of the best aftermarket engine machine shops in the country. All blocks are check out on a CNC coordinate measuring machine with-in process probing during manufacturing. We pressure test and sonic check every block. IA II Blocks come with a full warranty for material and workmanship.
ALL Blocks are shipped DRY DECK*
Part # |
Description |
Contact Us |
ALL-APR3SD4804 |
Standard Deck Height, 3" Mains |
$3195.00 |
ALL-APR3TD92604 |
High Deck Block, 3" Mains |
Contact us |
OPTION |
3.250 Crank Journal
|
NO LONGER AVAILABLE |
OPTION |
Machined for Bronze Lifter Bore Bushings– Cast or Aluminum Blocks (Includes Bushings) *Not Installed* |
$309.95 |
OPTION |
50MM Cam Bearings & Block Machining To Accommodate (IAII Blocks Only) |
$395.95 |
ALL-IAKIT |
PLUG KIT FOR IA II BLOCKS
(with brass screw in side plugs) |
$39.95 |
ALL-OPDS |
Oil pump drive shaft - .125 longer for registered main cap blocks |
$25.95 |
ALL-APFP-6 |
ALUMINUM/ O-ringed Screw-In Block Plugs for IAII (replaces standard brass plugs) |
$89.95 |
IA II Pre Assembly Tip Sheet
click HERE to download this tip sheet in printable form
By AllPontiac.com
The pre-assembly mock-up of an engine to assure its proper fit, clearance, and alignment is essential to any
correctly built engine.
***THE ENGINE BUILDER must check for any defects in material or manufacturing PRIOR TO
INSTALLATION/ASSEMBLY. It is the final responsibility of the engine builder to do this inspection. If a
defect is found the part must be returned immediately***
* BLOCK SHOULD BE PRESSURE TESTED BEFORE ANY MACHINE WORK IS DONE*
1. Pressure wash the block from all sides to remove all sand and metal shavings from the manufacturing
process. Especially in water jackets.
2. Decks are CNC machined to Standard deck heights. If you need a particular deck height
always measure before machining and ordering your pistons. Deck if needed.
2a. ** For Aluminum Blocks Only**- Check to be sure cylinder sleeves are fully seated then the block
must be decked.
3. Deburr the block all over. Also check all threads. Chase if needed. It is new and just off of the machine.
CHECK ALL OIL PASSAGES AND DEBURR IF NEEDED.
4. You will need to use a ball hone in the lifter bore to deburr the lifter bores. Check them for the proper
clearance to your lifter. Some people need more clearance than others, so check this out. The stock
lifter will go in this block. When using high performance roller lifters, the spreader bar may hit the lifter
top surface. This surface was raised to add meat to the lifter area so BBC lifters can be used. If using a
.200 offset lifter you will need to have the bar raised .300 higher or mill the top of the lifter bores.
5. Check the main bearing clearance with the bearings that you plan to use. Again, different bearing
manufacturers have different clearances. Mains are finished to low/mid spec. Line hone if needed.
6. Check the clearances on the crank radius to the caps/bearings to make sure that the bearings are not
riding on the radius. Torque the caps the same as a stock block
7. The crank clearance to the block will need to be checked. Have at least .060” of clearance to all surfaces
on the block. Check all counterweights and rods. The front dowel pin corner may need to be ground and
the block near the rear crank balance weight may need to be ground.
8. The rear crank bearing oil hole may need to be slotted .030 back to make sure that the oil has a clear
path to the bearing. Again, the bearing that you use may have a different oil hole location. **
9. **The oil hole Intersect point in the main bearing saddle of the block will need to be ground for
better cross-over/oil flow**
10. Cam clearance is set to be stock. Check this out also.
11. Install oil restrictors in the lifter bores for your own specs. Most people are using .030 restrictors.
12. Check the 1 ¼” NPT tap holes in the rear of your block to make sure that the plugs will go flush. Or you
may need to grind them flush. The machine cannot tap them to full depth.
13. Use your head gasket to determine which water holes that may need to be drilled in the block for water
passages to the head. Drill the same amount of holes as a stock block, NOT ALL THE HOLES IN THE
HEADGASKET. We are dry decking the block to be drilled by you to your particular head gasket.
14. The distributor hole has the stock clearance. In some cases you may need to hone out with a brake hone
to deburr the hole so the distributor will go in. Also check the dist. shaft length.
15. The registered main blocks have the pan rail lowered 1/8”. You will need to have a longer oil pump
drive shaft. The oil pan front lip will need 2 cork gaskets or just tap the pan lip back to the timing cover
to change the clearance by 1/8”.
16. The oil pump housing on some pumps may hit the rear bearing cap by 1/16”. Just grind the pump
housing back.